Thing-O-Matic printing Bioloid brackets!
Thing-O-Matic printing Bioloid brackets!
![]() by Gort
by Gort
Sat Mar 19, 2011 12:10 am
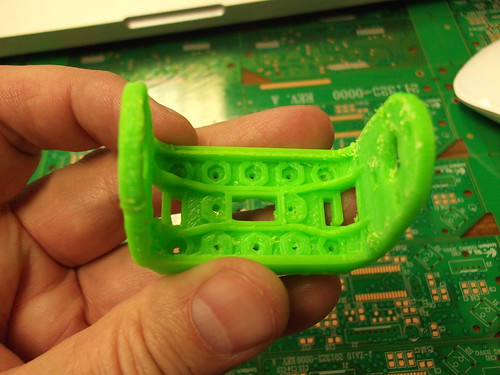
This is our first try to print a bioloid bracket on a thing-0-matic.
http://mike-ibioloid.blogspot.com/2011/ ... ckets.html
phpBB [media]
http://mike-ibioloid.blogspot.com/2011/ ... ckets.html

![]() by Gort
by Gort
Tue Mar 22, 2011 11:16 pm
Yes, MK6
<object width="400" height="300"> <param name="flashvars" value="offsite=true&lang=en-us&page_show_url=%2Fphotos%2F58085323%40N06%2Fsets%2F72157626165434409%2Fshow%2F&page_show_back_url=%2Fphotos%2F58085323%40N06%2Fsets%2F72157626165434409%2F&set_id=72157626165434409&jump_to="></param> <param name="movie" value="http://www.flickr.com/apps/slideshow/show.swf?v=71649"></param> <param name="allowFullScreen" value="true"></param><embed type="application/x-shockwave-flash" src="http://www.flickr.com/apps/slideshow/show.swf?v=71649" allowFullScreen="true" flashvars="offsite=true&lang=en-us&page_show_url=%2Fphotos%2F58085323%40N06%2Fsets%2F72157626165434409%2Fshow%2F&page_show_back_url=%2Fphotos%2F58085323%40N06%2Fsets%2F72157626165434409%2F&set_id=72157626165434409&jump_to=" width="400" height="300"></embed></object>
<object width="400" height="300"> <param name="flashvars" value="offsite=true&lang=en-us&page_show_url=%2Fphotos%2F58085323%40N06%2Fsets%2F72157626165434409%2Fshow%2F&page_show_back_url=%2Fphotos%2F58085323%40N06%2Fsets%2F72157626165434409%2F&set_id=72157626165434409&jump_to="></param> <param name="movie" value="http://www.flickr.com/apps/slideshow/show.swf?v=71649"></param> <param name="allowFullScreen" value="true"></param><embed type="application/x-shockwave-flash" src="http://www.flickr.com/apps/slideshow/show.swf?v=71649" allowFullScreen="true" flashvars="offsite=true&lang=en-us&page_show_url=%2Fphotos%2F58085323%40N06%2Fsets%2F72157626165434409%2Fshow%2F&page_show_back_url=%2Fphotos%2F58085323%40N06%2Fsets%2F72157626165434409%2F&set_id=72157626165434409&jump_to=" width="400" height="300"></embed></object>
MK6 Reversal
![]() by Luis Rodriguez
by Luis Rodriguez
Wed Mar 23, 2011 4:23 pm
Hey guys, those are brackets I've been printing (calibrating to) and yes I have reversal turned on but I am also using 1.75mm "experimental" filament that is less tolerant to the rapid reversal the stepper can inflict on such tiny filament. However; my second attempt was noticeably better with regards to strings and I expect as I increment reversal settings they will vanish. I have seen 3mm filament setups with default settings exhibit ZERO strings so don't let my tinkering give the wrong impression. I have to adjust flow too I expect. I have a cupcake that I use 3mm filament with that is getting an MK6 upgrade tonight so I will try this again. I just got tried of printing calibration cubes so started these brackets. The other tip when printing thin pieces is to take the shells setting to zero, otherwise your object will not fill-in and be brittle. The yellow was like this but my follow-up piece was solid. I also was trying a difficult .25 layer height test. Its not impossible but intolerant to ANY mechanical slop like loose belts or screws or not enough lubrication on guide rods. There just isn't any room for mistakes at that layer height. I expect .35 will be fine. I will post back after doing some more test prints. We should be bringing an entire printed bot to RoboGames. We already have that from the UP! printer but my goal all along was using a Makerbot to do so.
second print (.25 layer height/ 1.75mm filament)
http://www.thingiverse.com/derivative:7673
second print (.25 layer height/ 1.75mm filament)
http://www.thingiverse.com/derivative:7673

![]() by i-Bot
by i-Bot
Wed May 04, 2011 10:38 am
Any updates on the printing of Bioloid brackets ?
I was interested to here about strength of the brackets compared to the standard. The biggest problem I have had with printed parts is delamination of the layers under stress.
How does the part F9 compare to the standard. Does it tend to break across the angle ? Does it help to print it sideways to avoid layers across the stress line ?
Also parts F6 and F3 often seem to be under stress. Are these OK ? Are any deign changes needed ?
I was interested to here about strength of the brackets compared to the standard. The biggest problem I have had with printed parts is delamination of the layers under stress.
How does the part F9 compare to the standard. Does it tend to break across the angle ? Does it help to print it sideways to avoid layers across the stress line ?
Also parts F6 and F3 often seem to be under stress. Are these OK ? Are any deign changes needed ?
![]() by PedroR
by PedroR
Wed May 04, 2011 1:09 pm
Hi i-Bot
here on RoboSavvy we have not yet printed Bioloid Brackets (we're just experimenting with the Robobuilder grippers). However I think the conclusions we have may be of interest to you:
- Printing thin layers of plastic does not perform very well and results in the "delamination" effect that you mention. However, if you make the layers a bit thicker, the software will print the inside in a "honeycomb" shape which gives it a very good level of strength.
- Smoothing edges by making them a slightly curved is not a great idea. Sometimes the outer filaments of the curve tend to peel off. (I think you can fine tune this via the layer thickness setting though)
Printing the edges on angle (instead of making them smooth/rounded) seems to help bonding the whole part together to improve strength.
- From what I've seen giving the part enough thickness to make the "honeycomb" on the interior is the key to getting great strength from the parts (and lightweight at the same time).
Finally what you were saying about printing the part sideways helps with the results.
For example some gripper models have better results if we print them horizontally whereas other gripper models we've tried print better vertically.
The "honeycomb" effect is created when the machine is building vertically (it deposits honeycomb meshes in horizontal layers only as far as I know).
Regards
Pedro.
here on RoboSavvy we have not yet printed Bioloid Brackets (we're just experimenting with the Robobuilder grippers). However I think the conclusions we have may be of interest to you:
- Printing thin layers of plastic does not perform very well and results in the "delamination" effect that you mention. However, if you make the layers a bit thicker, the software will print the inside in a "honeycomb" shape which gives it a very good level of strength.
- Smoothing edges by making them a slightly curved is not a great idea. Sometimes the outer filaments of the curve tend to peel off. (I think you can fine tune this via the layer thickness setting though)
Printing the edges on angle (instead of making them smooth/rounded) seems to help bonding the whole part together to improve strength.
- From what I've seen giving the part enough thickness to make the "honeycomb" on the interior is the key to getting great strength from the parts (and lightweight at the same time).
Finally what you were saying about printing the part sideways helps with the results.
For example some gripper models have better results if we print them horizontally whereas other gripper models we've tried print better vertically.
The "honeycomb" effect is created when the machine is building vertically (it deposits honeycomb meshes in horizontal layers only as far as I know).
Regards
Pedro.
![]() by billyzelsnack
by billyzelsnack
Wed May 04, 2011 3:16 pm
That part will bust easily at a layer just by squeezing. I know. I've done it. I've recently learned that printing ABS at 240C vs 220C helps with getting the layers to stick better. At some point I'll print the part again at that and see how it does.
As for the honeycomb. That's the infill setting and it can be set to 100%.
As for the honeycomb. That's the infill setting and it can be set to 100%.
![]() by Luis Rodriguez
by Luis Rodriguez
Wed May 04, 2011 7:02 pm
I have a half printed bracket that I can't break no matter how hard I squeeze. I'll work on it Thursday at CCCKC hackerspace. I recently updated to Pololu stepper drivers and now have 1/16 stepping. I'm tuning one of my axis' still as it heats up and skips.
To print such small features you HAVE to have "shells" at zero. Also just use line for infill and yes 100% infill (1) is needed. That way you won't have any voids for cracks to form. I print with a .35 layer height. I'm also using some experimental 5D volumetric software that simply takes the filament width and that is it. Very nice. Most likely the future of RepG, eventhough RepG25 is around the corner, its already out of date. Not that it won't work. I'm using SF40 at the moment.
This task is not impossible just needs some more focus. Last week we were extruding Porcelain using the frostruder!
One thing I notice is that there are definitely features on the brackets that are not needed and I intend to modify the model for our use. Unused holes, wire routes etc...
Michael or I will post our progress.
-Luis
To print such small features you HAVE to have "shells" at zero. Also just use line for infill and yes 100% infill (1) is needed. That way you won't have any voids for cracks to form. I print with a .35 layer height. I'm also using some experimental 5D volumetric software that simply takes the filament width and that is it. Very nice. Most likely the future of RepG, eventhough RepG25 is around the corner, its already out of date. Not that it won't work. I'm using SF40 at the moment.
This task is not impossible just needs some more focus. Last week we were extruding Porcelain using the frostruder!
One thing I notice is that there are definitely features on the brackets that are not needed and I intend to modify the model for our use. Unused holes, wire routes etc...
Michael or I will post our progress.
-Luis
PedroR wrote:Hi i-Bot
here on RoboSavvy we have not yet printed Bioloid Brackets (we're just experimenting with the Robobuilder grippers). However I think the conclusions we have may be of interest to you:
- Printing thin layers of plastic does not perform very well and results in the "delamination" effect that you mention. However, if you make the layers a bit thicker, the software will print the inside in a "honeycomb" shape which gives it a very good level of strength.
- Smoothing edges by making them a slightly curved is not a great idea. Sometimes the outer filaments of the curve tend to peel off. (I think you can fine tune this via the layer thickness setting though)
Printing the edges on angle (instead of making them smooth/rounded) seems to help bonding the whole part together to improve strength.
- From what I've seen giving the part enough thickness to make the "honeycomb" on the interior is the key to getting great strength from the parts (and lightweight at the same time).
Finally what you were saying about printing the part sideways helps with the results.
For example some gripper models have better results if we print them horizontally whereas other gripper models we've tried print better vertically.
The "honeycomb" effect is created when the machine is building vertically (it deposits honeycomb meshes in horizontal layers only as far as I know).
Regards
Pedro.
![]() by Gort
by Gort
Fri May 06, 2011 4:17 am
Me and Luis are at the KC hackerspace and getting very close to printing out a usable bracket!!
<object width="400" height="300"> <param name="flashvars" value="offsite=true&lang=en-us&page_show_url=%2Fphotos%2F58085323%40N06%2Fsets%2F72157626165434409%2Fshow%2F&page_show_back_url=%2Fphotos%2F58085323%40N06%2Fsets%2F72157626165434409%2F&set_id=72157626165434409&jump_to="></param> <param name="movie" value="http://www.flickr.com/apps/slideshow/show.swf?v=71649"></param> <param name="allowFullScreen" value="true"></param><embed type="application/x-shockwave-flash" src="http://www.flickr.com/apps/slideshow/show.swf?v=71649" allowFullScreen="true" flashvars="offsite=true&lang=en-us&page_show_url=%2Fphotos%2F58085323%40N06%2Fsets%2F72157626165434409%2Fshow%2F&page_show_back_url=%2Fphotos%2F58085323%40N06%2Fsets%2F72157626165434409%2F&set_id=72157626165434409&jump_to=" width="400" height="300"></embed></object>
http://mike-ibioloid.blogspot.com/2011/ ... esign.html
<object width="400" height="300"> <param name="flashvars" value="offsite=true&lang=en-us&page_show_url=%2Fphotos%2F58085323%40N06%2Fsets%2F72157626165434409%2Fshow%2F&page_show_back_url=%2Fphotos%2F58085323%40N06%2Fsets%2F72157626165434409%2F&set_id=72157626165434409&jump_to="></param> <param name="movie" value="http://www.flickr.com/apps/slideshow/show.swf?v=71649"></param> <param name="allowFullScreen" value="true"></param><embed type="application/x-shockwave-flash" src="http://www.flickr.com/apps/slideshow/show.swf?v=71649" allowFullScreen="true" flashvars="offsite=true&lang=en-us&page_show_url=%2Fphotos%2F58085323%40N06%2Fsets%2F72157626165434409%2Fshow%2F&page_show_back_url=%2Fphotos%2F58085323%40N06%2Fsets%2F72157626165434409%2F&set_id=72157626165434409&jump_to=" width="400" height="300"></embed></object>
http://mike-ibioloid.blogspot.com/2011/ ... esign.html